















Welcome to S&J Engines
You will know you are getting your perfect engine on time, the first time – everytime. In fact, you will not be charged for your purchase until we verify that your engine is the right one for your vehicle and your engine is shipped (VIN required).
Most engines take 6–8 weeks due to supply chain issues.
Many are in stock and ready to ship now — inventory is moving fast!
Call us right now for your exact delivery date. Wait times may be longer than usual.

You deserve the best coverage in the business. Not just today, but for the entire life of the warranty. Peace of mind comes as standard equipment.
Coverage remains at top level throughout the term, giving you the very best bang for the buck in protection.



100% Security Certified Shopping
 sj 2-pay
sj 2-pay
SJ 2-Pay is a layaway option. Use your own debit or credit card, or other accepted payment method to pay.
The first payment is charged when your order is submitted (unless extenuating circumstances exist, such as undetermined shipping costs, correct product [engine]). S&J Engines, Inc. will begin payment agreement after processing any corrected orders at no penalty to the shopper.
The next payment is made automatically 45 days after your first payment.
Your engine will ship when the balance is paid in full. If we complete your engine prior to 45 days, you have the option of early settlement at no penalty.
If your engine requires more than 45 days to ship your payment will be processed per layaway agreement. We will ship your engine as soon as it has completed the remanufacturing process and quality assurance testing.
S&J Engines, Inc. charges no interest with SJ 2-Pay and no fees unless you fail to make a payment or, in some circumstances, your payment is returned.
A Late Fee of up to 10% of the total purchase may be charged if any scheduled payment remains unpaid after 10 days (this will never exceed 25% of your Installment Payment amount).
If you cancel your order after three (3) business days from initial purchase we will automatically refund the amount you owe us, minus 7% of the first payment (deposit). If you already paid us for a refunded order, we will refund the balance back to your original payment method minus 7% of the first payment, subject to S&J Engines, Inc. Terms and Conditions.
Depending on your payment method, your financial institution may charge you interest or fees under your agreement with them. If you have any questions about those charges, contact your payment method provider.
Complete Terms and Conditions can be read here.

Use PayPal Credit's digital, reusable credit line to shop online anywhere PayPal is accepted, and get 6 months special financing on purchases of $99+ every time you shop. Get a credit decision in seconds with a quick application.
They also deserve to have their investment protected during transport without paying an arm and a leg for shipping. Well, S&J delivers. Along with the satisfaction of purchasing the highest quality engine, you get the peace of mind of knowing it is in safe hands during every step of the shipping process

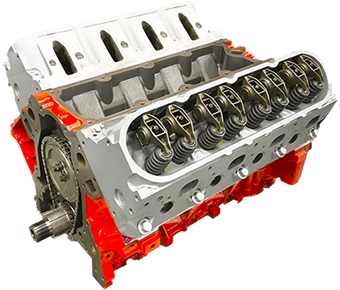
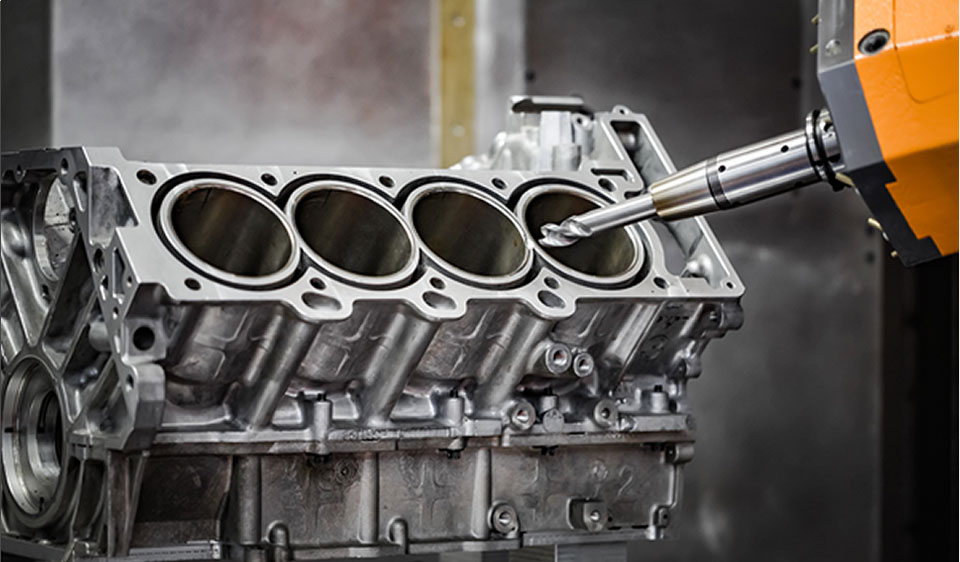
REMANUFACTURED NOT REBUILT
REBUILT PARTS = REBUILT ENGINE
Industry leading coverage on every engine we produce.Quality & service miles ahead of the competition.

We have been a member for more than 25 years.
Save thousand by replacing your engine with one better than the original. Increase resale values with our 100% transferable warranty.

We connect our engine buyers to you for the professional install and service of their new S&J remanufactured engines and we connect you with new customers and a spotlight for your business.

3808 N Sullivan Rd Bldg 7-C Spokane Valley, WA 99216